Хонингование цилиндров — специализированный процесс, важный для финальной обработки деталей, таких как гильзы, цилиндры и втулки. Эта технология обеспечивает высокую точность и качество поверхности, что улучшает работу двигателей и других механизмов. В статье рассмотрим, что такое хонингование, как оно осуществляется и какой инструмент для этого нужен. Понимание процесса хонингования поможет специалистам в машиностроении и ремонте двигателей повысить эффективность и долговечность изделий.
Что такое хонингование цилиндров
Хонингование — это абразивная обработка, создающая упорядоченную шероховатость на поверхности. Эта процедура завершается обработкой металлических компонентов. В процессе хонингования обрабатываются стенки цилиндров или гильз, которые растачиваются до нужного размера во время капитального ремонта двигателя, а также втулки шатунов и постель коленчатого вала. Хонингование также применяется для финишной обработки плоскостей.

Эксперты в области машиностроения отмечают, что технология хонингования цилиндров играет ключевую роль в обеспечении высокой производительности и долговечности двигателей внутреннего сгорания. Этот процесс позволяет достичь идеальной геометрии и поверхности цилиндров, что, в свою очередь, снижает трение между поршнем и стенками цилиндра. Специалисты подчеркивают, что хонингование способствует улучшению уплотнения и снижению расхода масла, что является важным фактором для повышения экономичности работы двигателя. Кроме того, использование современных абразивных материалов и автоматизированных систем управления процессом хонингования позволяет добиться стабильного качества и высокой точности обработки. В результате, применение данной технологии становится неотъемлемой частью современных производственных процессов в автомобильной и авиационной промышленности.

Цель нанесения
Причины хонингования цилиндров:
- Приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- Точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- Получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

| Параметр | Значение/Описание | Влияние на качество хонингования |
|---|---|---|
| Тип абразивного инструмента | Алмазные, CBN, электрохимические | Точность обработки, шероховатость поверхности, скорость обработки |
| Размер зерна абразива | От грубого до тонкого (например, 100-1000 мкм) | Шероховатость поверхности, геометрическая точность |
| Давление на инструмент | Регулируется в зависимости от материала и требуемой шероховатости | Скорость обработки, износ инструмента, качество поверхности |
| Скорость вращения инструмента | Зависит от диаметра цилиндра и типа абразива | Скорость обработки, качество поверхности, износ инструмента |
| Рабочий ход инструмента | Определяет площадь обработки | Производительность, равномерность обработки |
| Тип смазочно-охлаждающей жидкости (СОЖ) | Масла, эмульсии | Снижение износа инструмента, улучшение качества поверхности, отвод тепла |
| Время обработки | Зависит от требуемой шероховатости и геометрической точности | Качество поверхности, производительность |
| Материал обрабатываемого цилиндра | Чугун, сталь, алюминий | Выбор абразива, режимов обработки |
Интересные факты
Хонингование цилиндров — это важный процесс в механической обработке, который используется для улучшения характеристик цилиндрических поверхностей. Вот несколько интересных фактов об этой технологии:
-
Улучшение масляной пленки: Хонингование создает микрорельеф на поверхности цилиндров, который способствует удержанию масла. Это улучшает смазку и снижает трение между поршнем и цилиндром, что, в свою очередь, увеличивает срок службы двигателя и его эффективность.
-
Точность и качество: Хонингование позволяет достигать высокой точности размеров и формы цилиндров. Этот процесс может обеспечить допуски до 0,001 мм, что делает его незаменимым в производстве высокопроизводительных двигателей и других механизмов, где критична точность.
-
Разнообразие абразивных инструментов: Для хонингования используются различные абразивные инструменты, включая алмазные и карбидные бруски. Выбор инструмента зависит от материала, который обрабатывается, и желаемого результата. Это позволяет адаптировать процесс под конкретные требования и условия эксплуатации.
Технология обработки
Процесс хонингования заключается в удалении микроскопических слоев металла с помощью специализированного инструмента — хона. Рабочая поверхность хонинговальной головки взаимодействует с внутренней частью детали, выполняя вращательные и возвратно-поступательные движения.
Обработка проводится с использованием смазочно-охлаждающей жидкости, которая может быть керосином или водно-масляной эмульсией. Второй вариант особенно подходит для изделий с высокими требованиями к качеству поверхности.
Ключевым аспектом хонингования является поддержание равномерного давления шлифующей кромки, что обеспечивает однородную глубину риски и идеальную геометрию внутренней поверхности цилиндра. Для предотвращения неравномерности в обработке шток выполняет небольшие круговые колебания вокруг своей оси, что улучшает качество результата.

Тонкости процесса хонингования цилиндров
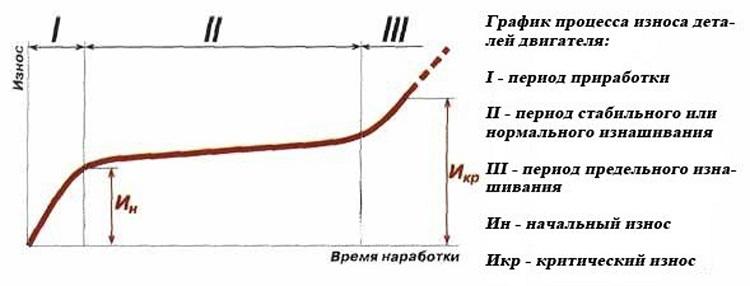
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
 Читайте также:
Читайте также:

Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования цилиндров
В качестве абразивных материалов используются специализированные бруски, которые различаются по геометрии, уровню абразивности и стойкости к износу.
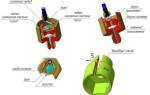
Для профессиональной обработки применяется хон — устройство с набором абразивных брусков, закрепленных в металлической оправке. Бруски равномерно распределены по окружности хонинговальной головки, а конструкция оправки позволяет установить нужный наружный диаметр. Хонинговальная головка соединяется с металлическим штоком через муфту, а шток фиксируется в патроне станка, управляющего движением хона.
Для самостоятельного хонингования цилиндров можно использовать два типа любительских инструментов:
- Гибкие хонинговальные щетки (бутылочный ершик). Это насадка для ручной дрели или шуруповерта с хонинговальным «ершиком» на конце. В качестве абразивных материалов используются шлифовальные камни на пружинистых ножках.
- Трехлапые устройства для ручной хонинговки. Здесь также применяются шлифовальные камни. Шток инструмента можно зафиксировать в патроне дрели или шуруповерта.

Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало
Зеркальная поверхность цилиндра отличается от хоновой только уровнем чистоты обработки. Мифы о том, что хон повреждает поршневые кольца, возникли из-за нарушения технологии хонингования.
-
Читайте также:
Чтобы развеять сомнения о хоне и зеркале, а также понять, что такое хонингование и как его выполнять, рекомендуем посмотреть видео.

Преимущества и недостатки хонингования цилиндров
Хонингование цилиндров – это процесс механической обработки, который используется для улучшения геометрии и поверхности цилиндрических отверстий, таких как цилиндры двигателей внутреннего сгорания. Этот метод позволяет достичь высокой точности размеров и улучшить качество поверхности, что, в свою очередь, влияет на эффективность работы двигателя. Рассмотрим основные преимущества и недостатки хонингования цилиндров.
Преимущества хонингования цилиндров:
- Улучшение качества поверхности: Хонингование позволяет добиться высокой степени гладкости поверхности, что снижает трение между поршнем и стенками цилиндра. Это приводит к уменьшению износа деталей и увеличению срока службы двигателя.
- Оптимизация геометрии: Процесс хонингования помогает исправить незначительные дефекты формы цилиндров, такие как овальность или конусность, что обеспечивает более равномерное распределение нагрузки и улучшает компрессию.
- Увеличение сцепления: Хонингование создает микрорельеф на поверхности цилиндров, что способствует лучшему удержанию масла и увеличивает сцепление между поршнем и стенками цилиндра. Это особенно важно для обеспечения надежной работы двигателя при высоких нагрузках.
- Снижение расхода топлива: Благодаря улучшению качества поверхности и геометрии цилиндров, хонингование может привести к снижению расхода топлива, так как двигатель работает более эффективно и с меньшими потерями энергии.
- Улучшение теплоотведения: Гладкая поверхность цилиндров способствует более эффективному теплоотведению, что помогает предотвратить перегрев двигателя и повышает его надежность.
Недостатки хонингования цилиндров:
- Высокая стоимость: Процесс хонингования требует специализированного оборудования и квалифицированного персонала, что может значительно увеличить стоимость ремонта или обслуживания двигателя.
- Ограниченная область применения: Хонингование не всегда подходит для всех типов двигателей и может быть неэффективным для сильно изношенных или поврежденных цилиндров, где требуется более серьезная обработка.
- Риск повреждения: Неправильное выполнение хонингования может привести к повреждению цилиндров, что потребует дополнительных затрат на восстановление или замену деталей.
- Необходимость в последующей обработке: После хонингования может потребоваться дополнительная обработка, такая как шлифовка или полировка, для достижения желаемых характеристик поверхности.
- Зависимость от технологии: Эффективность хонингования во многом зависит от используемой технологии и оборудования, что может привести к вариациям в качестве обработки.
Таким образом, хонингование цилиндров представляет собой эффективный метод улучшения характеристик двигателей, однако его применение требует тщательной оценки всех преимуществ и недостатков, а также учета специфики конкретного двигателя и условий его эксплуатации.
Вопрос-ответ
Как делается хонингование цилиндров?
Хонингование цилиндров — это процесс обработки внутренней поверхности цилиндров двигателя для улучшения их геометрии и создания микрорельефа, способствующего удержанию масла. Он осуществляется с помощью хонинговальных инструментов, которые представляют собой вращающиеся абразивные камни, установленные на специальном держателе. Процесс включает в себя перемещение инструмента вверх и вниз по цилиндру с одновременным вращением, что позволяет достичь необходимой точности и качества поверхности.
Какой тип хона для цилиндров лучше всего?
Инструменты Flex-Hone® от Brush Research Manufacturing (BRM) отлично подходят для шлифовки стенок цилиндров, не имеющих овальности. Гибкие хонинговальные бруски также идеально подходят для финишной обработки поверхности отверстий, обработанных жёстким хонинговальным бруском.
Что такое хонингование цилиндров простыми словами?
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
Можно ли сделать хонингование блока цилиндров без расточки?
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца.
-
Читайте также:

Советы
СОВЕТ №1
Перед началом хонингования убедитесь, что цилиндры двигателя тщательно очищены от грязи и старого масла. Это поможет избежать повреждений и обеспечит более качественное выполнение работы.
СОВЕТ №2
Используйте правильные абразивные инструменты для хонингования, соответствующие материалу цилиндров. Это поможет достичь оптимальной поверхности и улучшит сцепление поршневых колец с цилиндрами.
СОВЕТ №3
Обратите внимание на технику хонингования: поддерживайте равномерное давление и скорость, чтобы избежать неравномерного износа и повреждений. Регулярно проверяйте процесс, чтобы добиться желаемого результата.
СОВЕТ №4
После завершения хонингования обязательно проведите контрольный замер диаметра цилиндров. Это поможет убедиться, что размеры соответствуют требованиям и обеспечит правильную работу двигателя.